



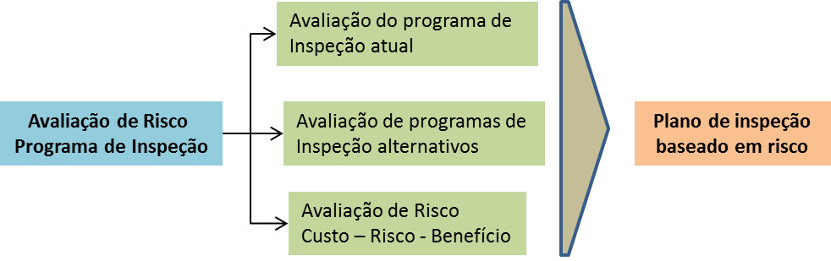
- Planos de inspeção ótimos baseados em risco
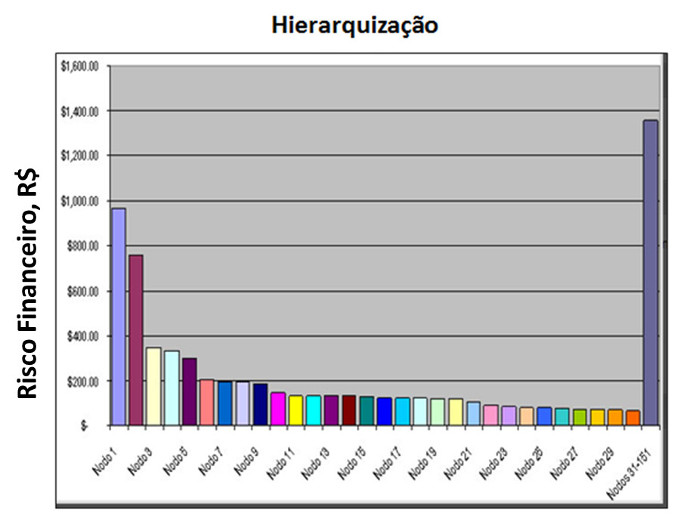
- Identificar os componentes que, dado o seu nível de risco, exigem uma maior intensidade de inspeção (Hierarquização)
- Identificar os fatores críticos que afetam o risco
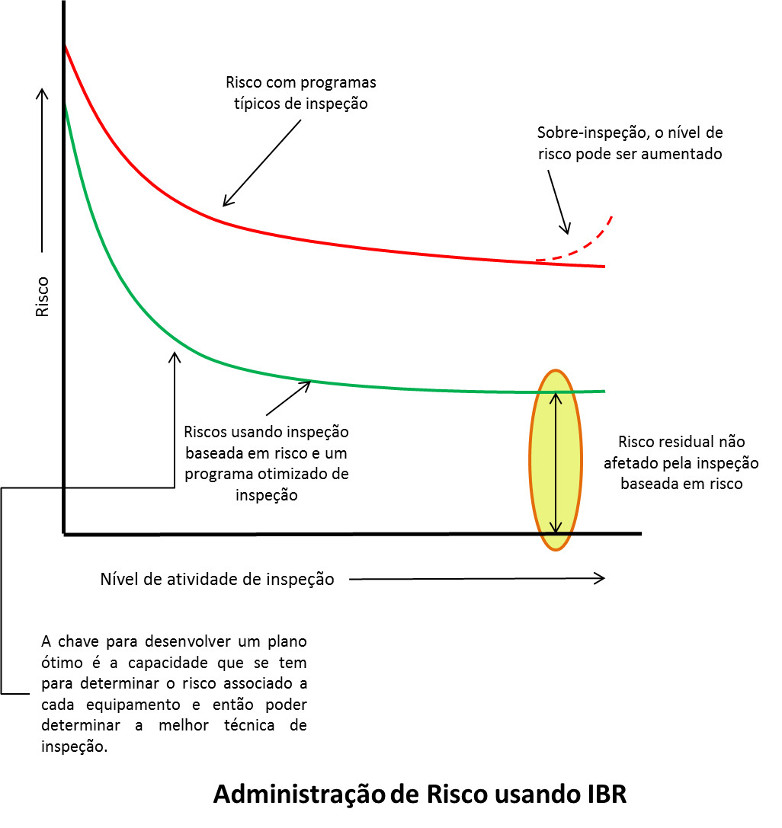
- Estabelecer níveis ótimos do ponto de vista económico através da ponderação do efeito na redução do risco
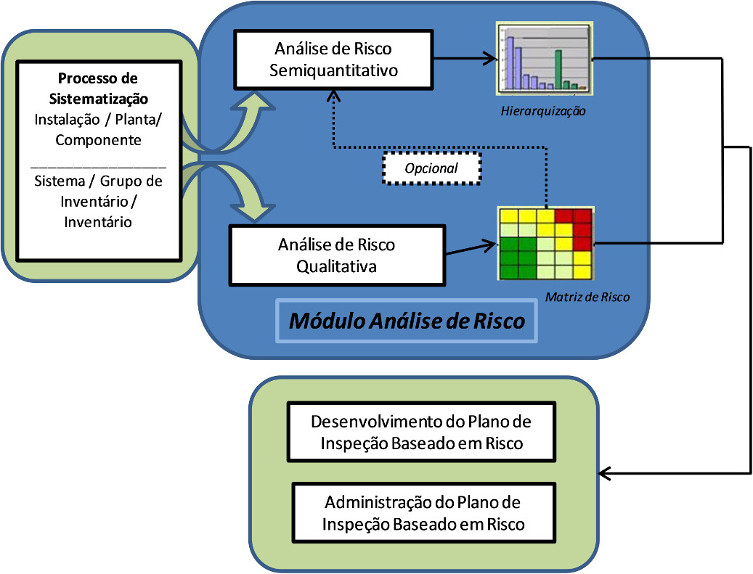
- Sistematização da instalação/planta
- Hierarquização do nível de risco
- Programa de inspeções detalhado para cada equipamento/circuito
- Descrição detalhada das atividades adicionais para a redução do risco
-
Recopilação de informação
-
Definição do sistema - Sistematização
-
Análise de Risco
-
Hierarquização
-
Elaboração do plano de inspeção
-
Implementação do plano IBR
- Plano de Inspeção baseado em risco.
- Administração e consulta de informações dos ativos.
- Administração do Nível de Risco da Instalação/Planta/Equipamento
- Administração da inspeção na vida útil do componente
-
Dano externo
-
Perda de espessura por corrosão/erosão
-
SCC - Fissuração por corrosão sob tensão (Stress Corrosion Cracking)
-
Fratura Frágil
-
Ataque por hidrogênio a alta temperatura (HTHA)
-
Fadiga mecânica
-
Falhas em equipamento com "lining"
-
Falhas em tubos de fornos
- Recalcular o risco de cada componente incluído no programa de inspeção.
- Estimar a nova frequência de inspeção.
- Confirmar com os ensaios não destrutivos.
- Ferramenta HARMI. (Software para a administração dos planos de inspeção)
- Alterações importantes que tenha sofrido o processo.
- Problemas operacionais encontrados no processo desde a última inspeção.
- Atividades de manutenção ou reparos menores e maiores realizados no exterior ou interior do recipiente, durante as paradas programadas realizadas desde a última inspeção.
- Os resultados do processo de inspeção.


Inspeção Baseada em Risco
A inspeção baseada em risco é uma avaliação de risco e um processo de gestão enfocado na perda da integridade dos equipamentos sob pressão devido à deterioração do material.
Benefícios
Resultados
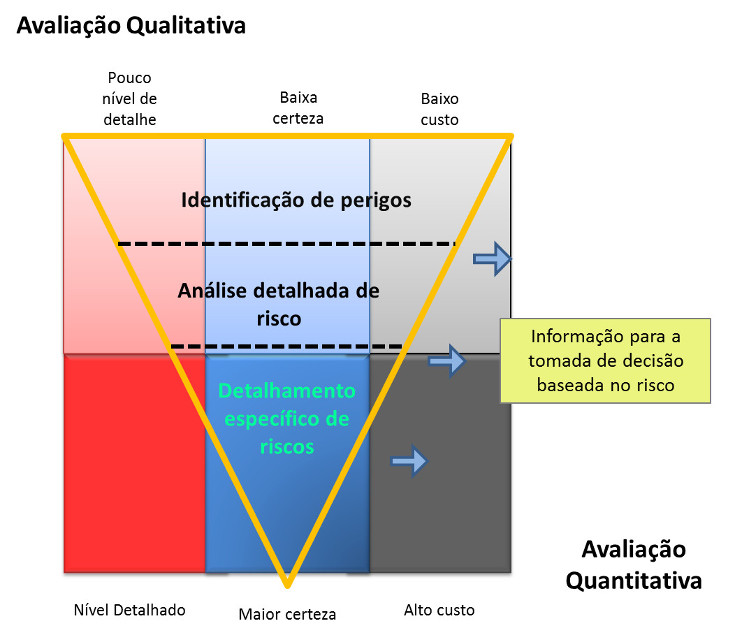
Metodologia
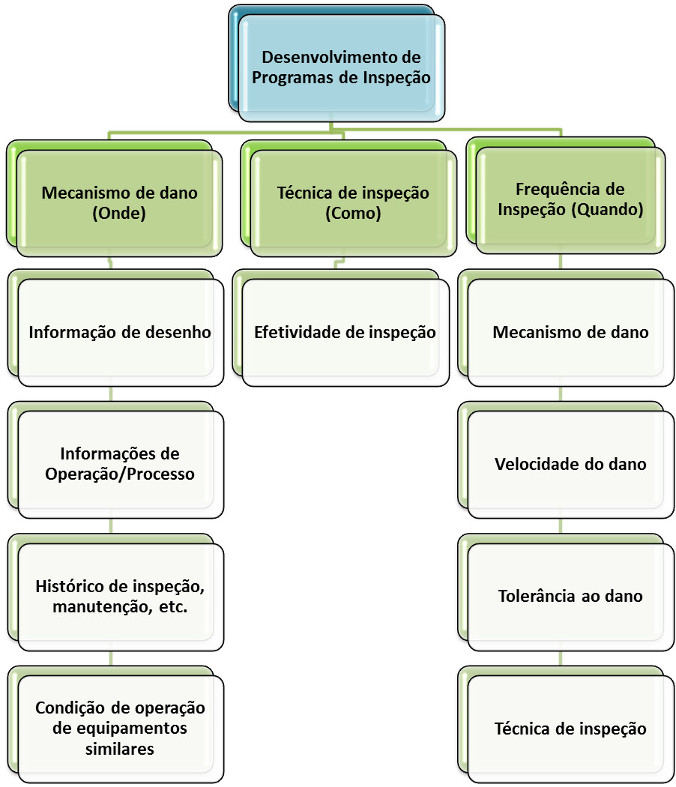
Inspecionar o quê?
Atribuição de prioridades de inspeção em função do nível de risco de cada equipamento ou circuito.
Onde fazer inspeção?
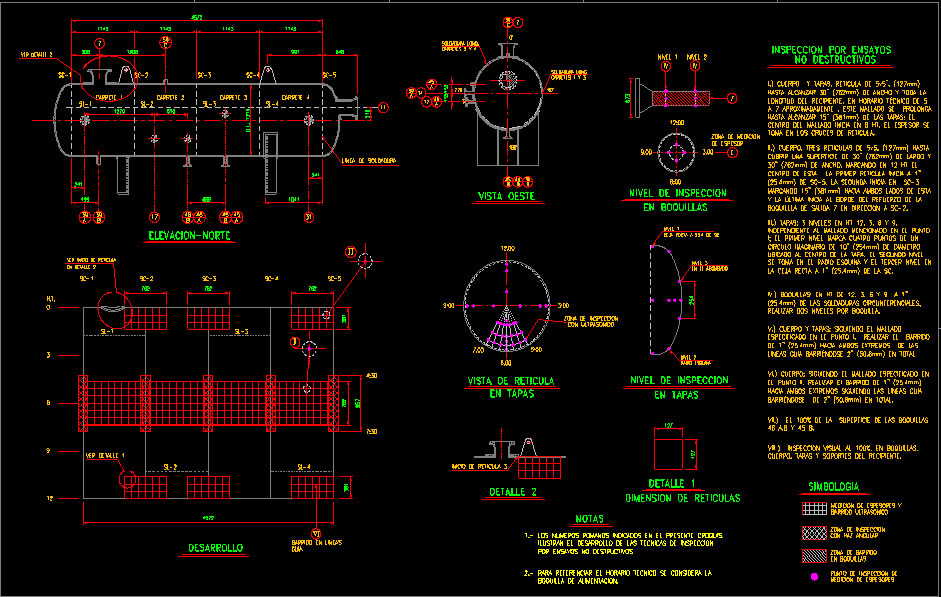
Identificação e localização do mecanismo de dano provável (Perda de espessura, SCC,HIC, etc).
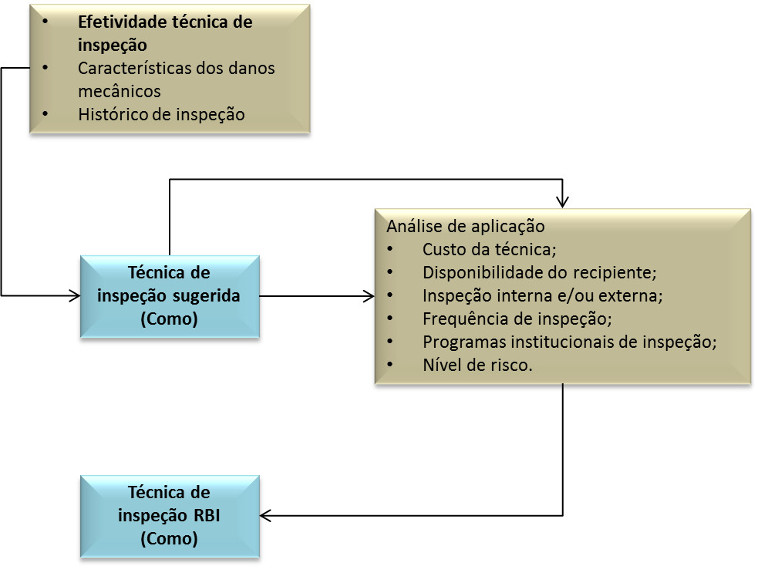
Como fazer a inspeção?
Seleção de técnicas de inspeção, de acordo com o mecanismo de dano identificado.
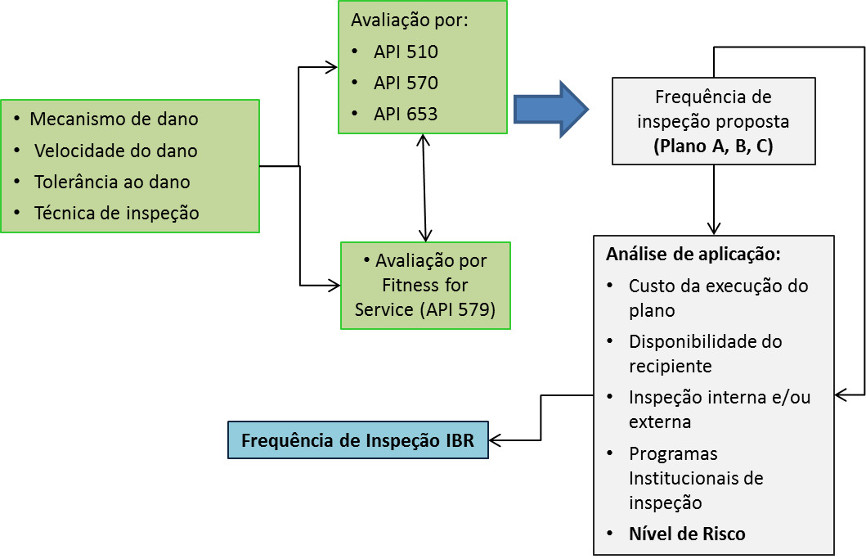
Quando inspecionar?
Frequência ótima de inspeção, nível de risco e intensidade de inspeção.
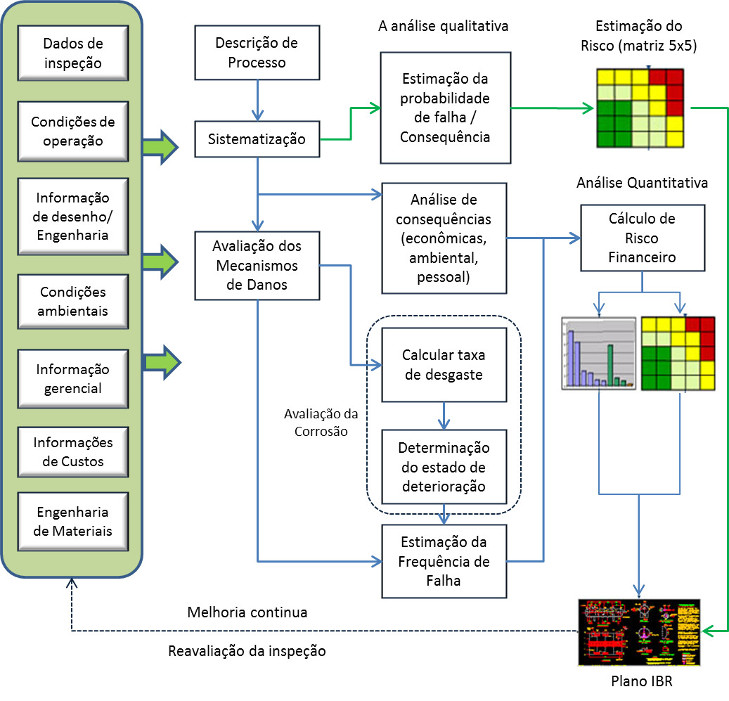
Esta atividade consiste em "dividir" a instalação em unidades de estudo denominadas "nós". Cada nó é a unidade de avaliação de risco e cada nó corresponde a um plano de inspeção.
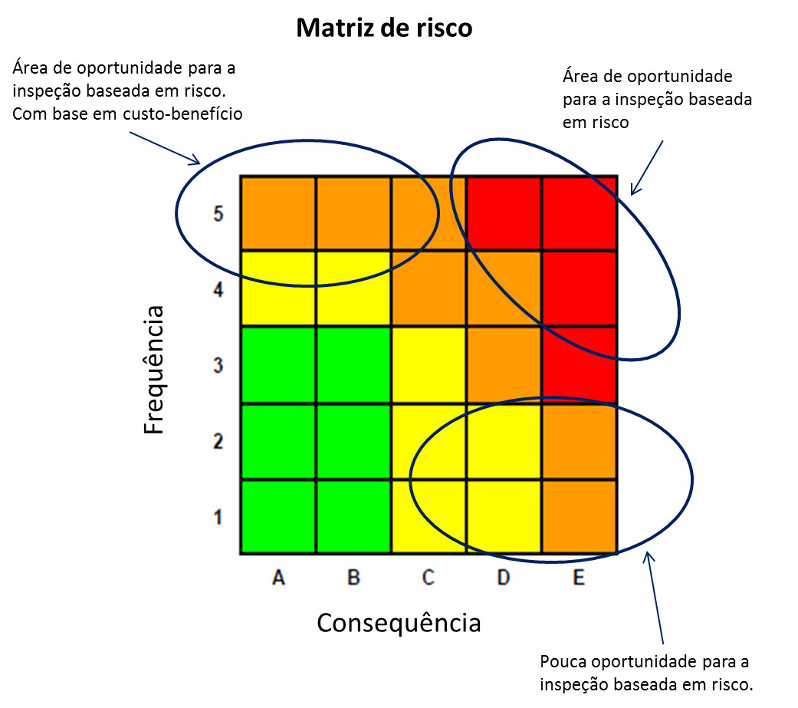
O nível de risco de cada nó avaliado é determinado pelo produto da sua frequência de falha pelas consequências da mesma, expressado em termos de risco financeiro em $/ano
Risco= Frequência x Consequência
Para o caso específico da IBR, a fórmula de risco é expressa de acordo com o seguinte:
Módulos de avaliação segundo a API-BRD 581,
Dano externo
Perda de espessura por corrosão /erosão
SCC - Fissuração por corrosão sob tensão (Stress Corrosion Cracking)
Fratura Frágil
Ataque por hidrogênio a alta temperatura (HTHA)
Fadiga mecânica
Falhas em equipamento com "linings"
Falhas em tubos de fornos
O software HARMI® é uma ferramenta para a elaboração e administração de planos de inspeção baseada em risco.
HARMI® foi desenvolvido com base na metodologia Qualitativa e Semiquantitativa da Prática Recomendada API 580 primeira Ed. Maio de 2002 e a publicação API-581 Ed. 2000.
Benefícios
Uma vez concluído um plano de inspeção IBR, se requere que depois de cada processo de inspeção, o plano de inspeção seja atualizado.
Isso significa:
Para realizar as atividades anteriores é necessária a seguinte informação: